- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Dopad tlaku plynu na kvalitu řezání laseru
2025-02-26
Technologie řezání laseru se v různých oborech široce používá díky jeho výhodám, jako je vysoká přesnost a vysoká účinnost. Víte však, že velikost tlaku plynu během řezání laseru má zásadní dopad na řeznou sekci?
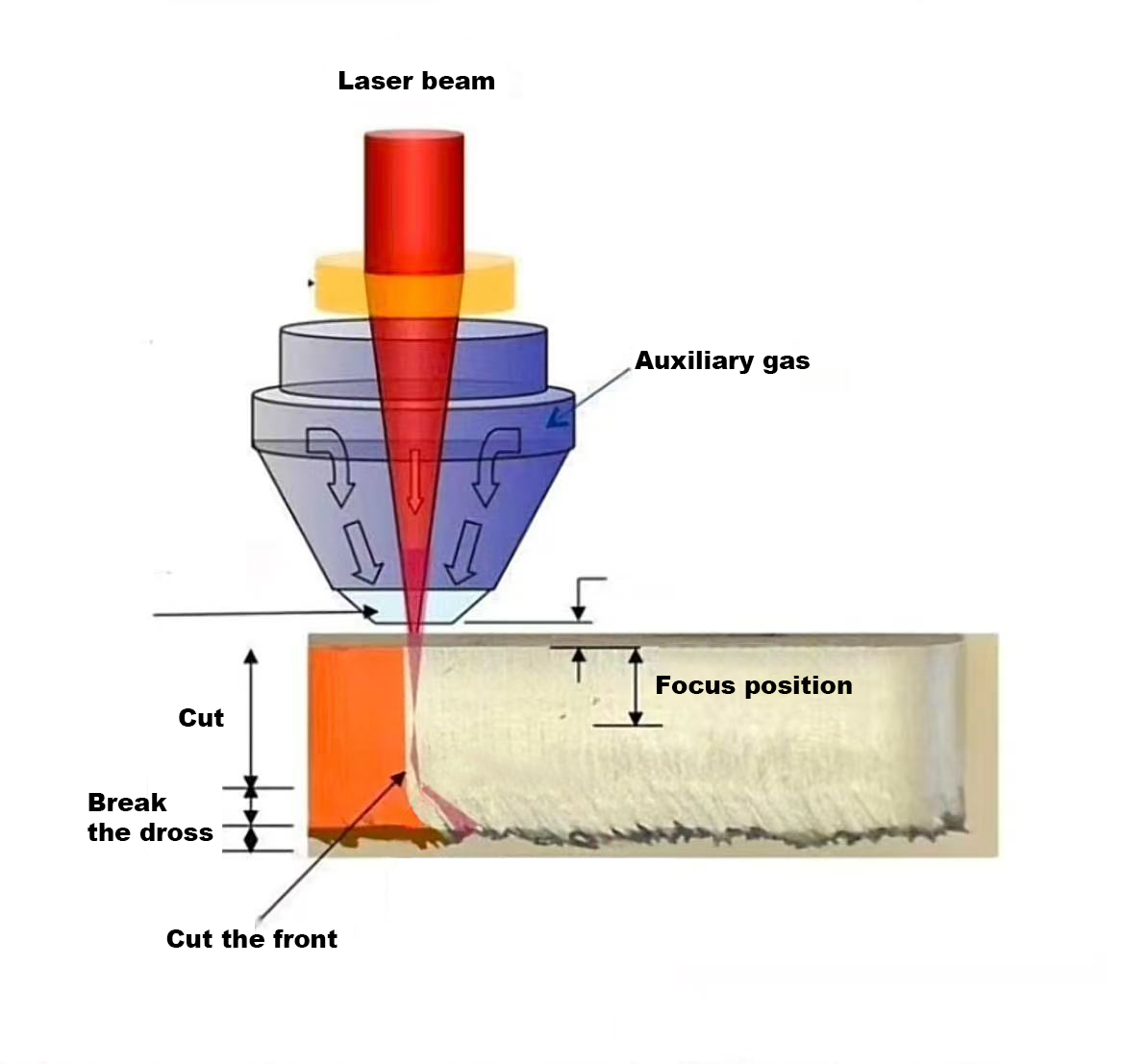
Laserové řezání používá vysokou energii laseru k okamžitému odpařování kovu a pomocí pomocného plynu odfoukne strusku na povrchu obrobku k dokončení řezání. Řezací plyn nejen pomáhá rozptýlit teplo a pomáhat spalování, ale také odfoukne roztavené skvrny, aby se řezací sekci hladké. Když se však změní tlak plynu, bude řezací sekce také představovat různé státy.
Pokud je tlak řezacího plynu příliš nízký, struska v procesu řezání nelze účinně odfouknout, což má za následek, že některé roztavené skvrny zbývají na dně obrobku. Po ochlazení budou tyto zbytkové roztavené skvrny tvořit otřepy, které ovlivňují hladkost řezné plochy a snižují kvalitu řezání. Kromě toho může příliš nízký tlak plynu také ztěžovat laserový paprsek pronikání materiálu, prodloužení doby perforace a tím snížit účinnost produkce a řeznou rychlost. V dlouhodobém horizontu to nejen ovlivní přesnost řezu, ale také způsobí roztavené skvrny na povrchu obrobku, což dále zhoršuje problém kvality řezání.

Na druhé straně, když je tlak řezacího plynu příliš vysoký, může se řezací sekce zdát drsný a šířka řezného švu se zvětšuje. Nadměrný tlak plynu způsobí nadměrné foukání v oblasti řezání, což způsobí částečné tání řezné plochy, čímž ovlivňuje rovinnost řezné plochy a ztěžuje vytvoření ideální řezné sekce. Zejména v bodě penetrace nadměrný tlak plynu zhoršuje tání, což povede k většímu bodu tání, což dále ovlivňuje kvalitu řezání.

Ve skutečném procesu řezání laseru musí být kontrola tlaku plynu přesně upravena podle požadavků na typ, tloušťku a řezání materiálu. Různé materiály mají různé požadavky na tlak plynu. Například při řezu běžné uhlíkové oceli se požadovaný tlak řezného plynu relativně snižuje se zvyšováním tloušťky materiálu; Zatímco pro materiály z nerezové oceli by se tlak řezného plynu měl odpovídajícím způsobem zvyšovat se zvyšováním tloušťky materiálu. Přiměřeným nastavením tlaku plynu lze efektivně vyhnout zbytkovým roztaveným skvrnám nebo nadměrnému tání během řezného procesu, čímž se zajistí, že řezná plocha je hladká a jemná a splňuje výrobní standardy.

S jeho přesnou technologií nastavení tlaku plynu, Huawei LaserŘezací stroj laseru plechumůže automaticky optimalizovat tlak plynu podle potřeb různých materiálů, aby se zajistila vysoká účinnost a přesnost během procesu řezání.