- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Výběr zaostřovací pozice pro laserové řezání různých kovů
2025-02-21
V procesu řezání laseru je přesně výběr polohy zaostření na základě typu materiálu klíčem k zajištění kvality a účinnosti řezání. Tento technický aspekt získal značnou pozornost v celém odvětví.
1. Řezání uhlíkové oceli
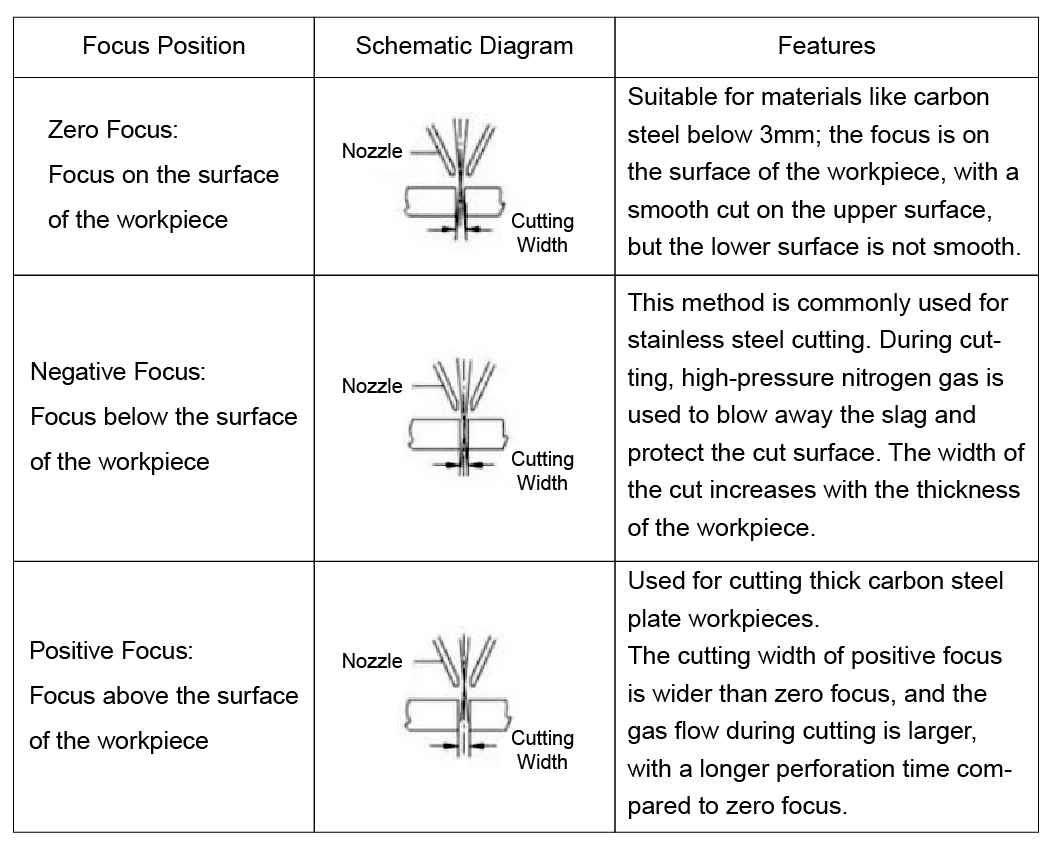
Řezání tenké desky:Pro řezání tenčích talířů (jako je1-3 mm), nulové zaostření, kde se zaměřuje na povrch materiálu, se běžně používá. To pomáhá zlepšit přesnost řezu, snížit zónu zasaženou teplem a dosáhnout hladších řezacích okrajů.
Střední a silné řezání desky:Při řezání středně tlustých uhlíkových ocelových desek (6-16 mm), pozitivní zaměření je obvykle preferovanou volbou. Se zaostřením umístěným nad materiálem se laserový paprsek šíří více po dosažení povrchu materiálu, což pomáhá s odstraněním strusky a vede k jasnějšímu, plynulejšímu řezu.
Střihování tlusté desky:Pro talíře silnější než16 mm, negativní zaměření se obvykle používá ke zvýšení řezné rychlosti, i když to může mírně snížit kvalitu řezné hrany.
2. Stainless Steel Cutting
Řezání tenké desky:Pro řezání tenkých desek spojité lasery obvykle využívají nulové zaostření, aby se zajistilo, že řezací plocha je hladká, přičemž horní povrch poblíž zaostření dostává nejčistší řez.
Střední a silné řezání desky:U destiček se středně silnou, aby byla zajištěna dobrá kvalita hrany, je obvykle přijímáno negativní zaměření. Zaměření je zaostřeno hlouběji v materiálu, aby se rozřezalo a zlepšilo tok plynu a roztaveného materiálu, což zajišťuje, že na řezání je aplikována dostatečná hustota energie.
3. řezání hliníku
Řezání tenké desky:Při řezání tenkých desek lze použít jak nulové, tak mírné kladné zaostření. Nulové zaostření poskytuje lepší přesnost a kvalitu povrchu, zatímco pozitivní zaměření je vhodné, pokud je vertikálnost kritickým požadavkem. Zajišťuje, že řez je nahoře o něco širší než na dně, což usnadňuje odstraňování strusky a udržuje vertikát.
Střední a silné řezání desky:U destiček se středně tlustým cílem lze použít pozitivní i negativní zaměření. Pozitivní zaměření vyžaduje dostatečný laserový výkon a pomocný tlak plynu. Při použití negativního zaostření je zaostření obvykle umístěno na 1/3 až 1/2 tloušťky destičky, což poskytuje stabilnější řezání a snížení drsnosti na řezném povrchu.
4. Řezání mědi
Negativní zaměření (zaměření pod povrchem): U mědi je negativní zaměření optimální volbou, zejména pro silnější měděné desky (6 mm a vyšší). Negativní zaostření zvyšuje laserovou penetraci, kompenzuje vysokou odrazivost mědi a umožňuje efektivněji zaostřit laserový paprsek. To zvyšuje koncentraci tepla a zlepšuje hloubku a účinnost řezu.
Zero Focus (zaostření na povrch):Pro tenké měděné desky (1-3 mm), nulové zaostření je také proveditelnou možností, která poskytuje lepší přesnost řezu a minimalizuje zónu postiženou teplem, která během řezání snižuje deformaci hrany.
Výběrem vhodné zaostřovací polohy lze pro různé kovové materiály výrazně zlepšit účinnost a kvalita laseru. Volba pozitivního zaostření, negativního zaostření nebo nulového zaostření je primárně určována tloušťkou, tepelnou vodivostí a odrazivostí materiálu. V praxi je správná poloha zaostření zajištěna hladké řezné hrany, kontrolovanou hloubku řezání a minimalizované zóny postižené teplem, což vede k optimálnímu výkonu zpracování.