- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Laserová řezání uhlíkové oceli: Řešení společných výzev a řešení
2025-02-20
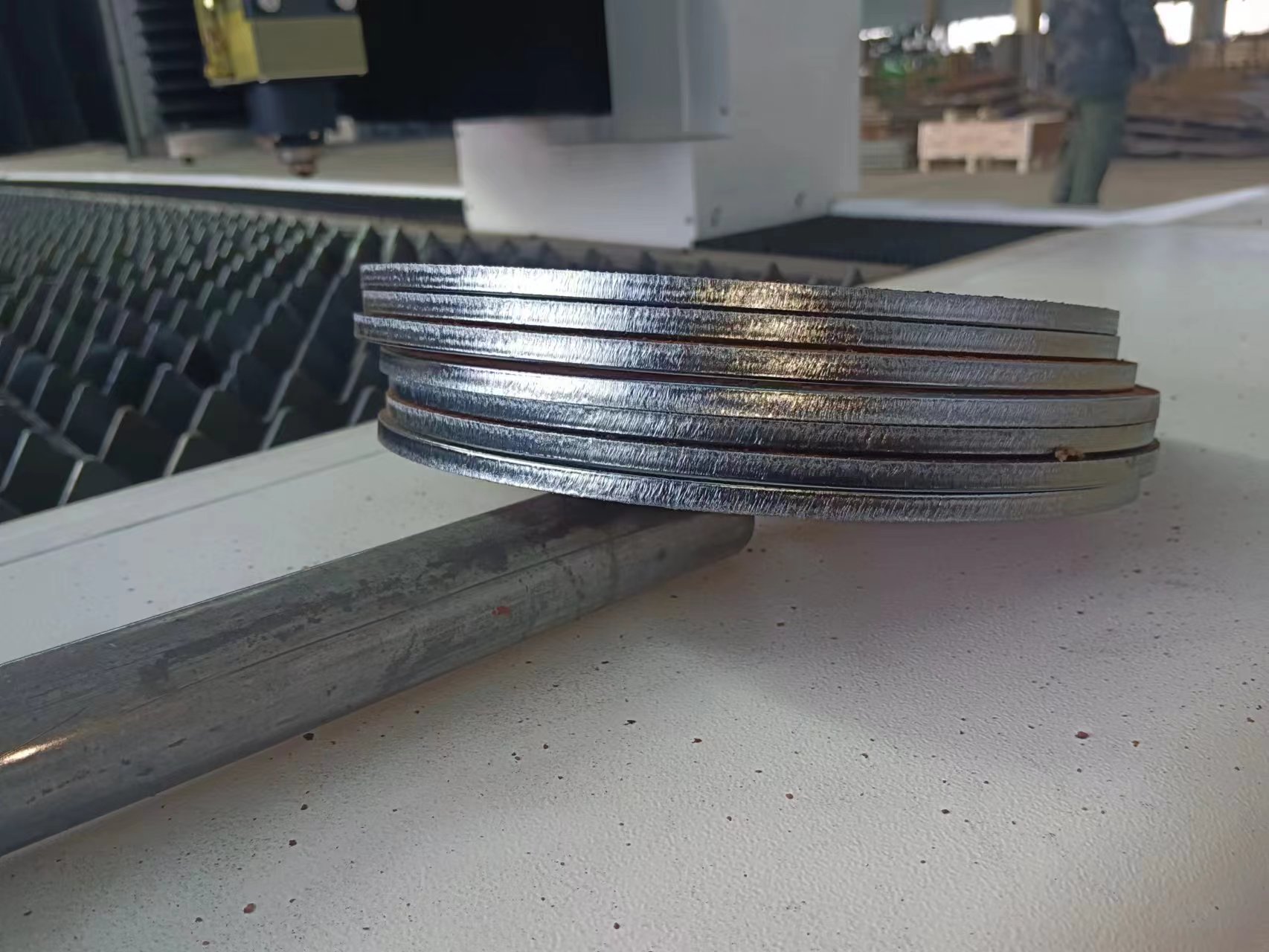
1. pruhy, drsný povrch a dross na dně
Důvody:
Nadměrný tlak plynu: Vysoký tlak plynu může ovlivnit kvalitu řezu, což vede k drsnému povrchu a dokonce i tvorbě drossu.
Pomalá řezná rychlost: pomalá řezná rychlost způsobuje, že laserový paprsek zůstane příliš dlouho v kontaktu s kovovým povrchem, což vede k nadměrné koncentraci tepla v řezné oblasti a tvorbu drosů na dně.
Zaostření příliš vysoko: Nesprávně nastavený vysoký bod zaostření způsobuje nerovnoměrné rozdělení laserové energie, což vede k hrubému povrchu a hromadění drossu na dně.
Řešení:
Snižte tlak plynu: Upravte tlak plynu, aby se zabránilo nadměrnému tlaku, který může vést k drsným povrchům.
Zvýšení řezné rychlosti: Zvyšte řeznou rychlost, abyste zajistili, že laserový paprsek prochází materiálem rychle a zabrání přehřátí.
Snižujte bod zaostření: Snižujte zaostřovací bod, abyste zajistili, že je laserová energie soustředěna na optimální místo řezání, minimalizující zóny postižené teplem a zlepšení kvality řezání.

2. spálené okraje a žloutnutí
Důvody:
Zaměření příliš vysoko: Když je bod zaostření příliš vysoký, laserová energie se soustředí na povrch, což vede k přehřátí a způsobující spálené okraje a žloutnutí.
Nadměrný tlak plynu: Vysoký tlak plynu může způsobit, že laserový paprsek zasáhne materiál do nesprávného úhlu, což má za následek přehřátí nebo oxidaci, což vede k žloutnutí.
Nadměrná laserová síla: Vysoký laserový výkon může nadměrně zahřívat povrch materiálu, což způsobuje hoření nebo zabarvení.
Řešení:
Snižujte bod zaostření: Upravte zaostření tak, aby se zajistilo, že je laserová energie zaměřena přesně na bod řezání a zabrání přehřátí.
Snížení tlaku plynu: Snížení tlaku plynu může pomoci zabránit nadměrnému proudu vzduchu, který narušuje proces řezání a snižuje oxidaci.
Snižte průměr trysky: Snižováním průměru trysky je tok plynu koncentrován, což pomáhá předcházet rozptylu tepla a snižuje výskyt spálených okrajů.
Snižte laserový výkon: Snižte laserovou sílu, abyste zabránili nadměrnému zahřívání povrchu materiálu, čímž se sníží riziko spálených okrajů nebo žloutnutí.

3. Dobrá kvalita řezání nahoře, dross dole
Důvody:
Zaostření příliš vysoké: Vysoký bod zaostření vede k nedostatečnému pronikání laserového paprsku, což vede k nečistému řezu na dně a tvorbě drossu.
Nízký tlak plynu: Nedostatečný tlak plynu nedokáže účinně odstranit roztavenou strusku, což způsobuje dross na dně.
Rychlost řezání příliš rychlá: rychlá rychlost řezání vede k tomu, že laserový paprsek tráví příliš málo času na materiál, zabrání dostatečnému aplikaci tepla, což způsobuje neúplné tání na dně a tvorbu drosů.
Řešení:
Snižte rychlost řezu: Snižte rychlost řezání, aby laserový paprsek umožnil delší dobu na materiálu a zajistil dostatečné odstranění strusky.
Snižte zaostřovací bod: Upravte zaostření tak, aby zajistilo, že laserový paprsek proniká efektivněji do materiálu a zlepšuje kvalitu řezání na dně.
Zvýšení tlaku plynu: Zvyšte tlak plynu, abyste pomohli vyloučit roztavenou strusku a zabránit jeho akumulaci na dně.
Běžné problémy, s nimiž se setkává během laserového řezání uhlíkové oceli, lze obvykle vyřešit nastavením řezných parametrů, jako je tlak plynu, bod zaostření a řezná rychlost, jakož i konfigurací zařízení pro optimalizaci zařízení. Vyladěním těchto parametrů může být kvalita řezu vylepšena, minimalizovány povrchové defekty a celková efektivita výroby se zlepšila. Společnosti zabývající se řezáním laseru by měly vybrat vhodná nastavení na základě charakteristik materiálů a specifických požadavků na proces, aby bylo dosaženo optimálního výsledku řezání.
Pro více informací o technologii řezání laseru nebo k vyřešení konkrétních problémů kontaktujte náš tým technické podpory. Jsme odhodláni poskytnout vám nejlepší pomoc.
Kontaktní informace:
Huawei Laser
E -mail: huaweilaser2017@163.com
Web: www.huawei-laser.com