- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Porozumění krmení drátu při laserovém svařování
2025-01-20
Technologie krmení drátu v laserovém svařování je klíčovou součástí pro dosažení vysoce kvalitního svařování. Přiměřeným výběrem materiálu drátu, průměru, metody krmení drátu a přesné ovládání rychlosti krmení drátu, účinnosti svařování a kvality kloubu. Následující podrobnosti popisuje pracovní princip podavače drátu, výběru drátu, rychlosti krmení drátu a dalších technických bodů.
1. pracovní princip podavače drátu
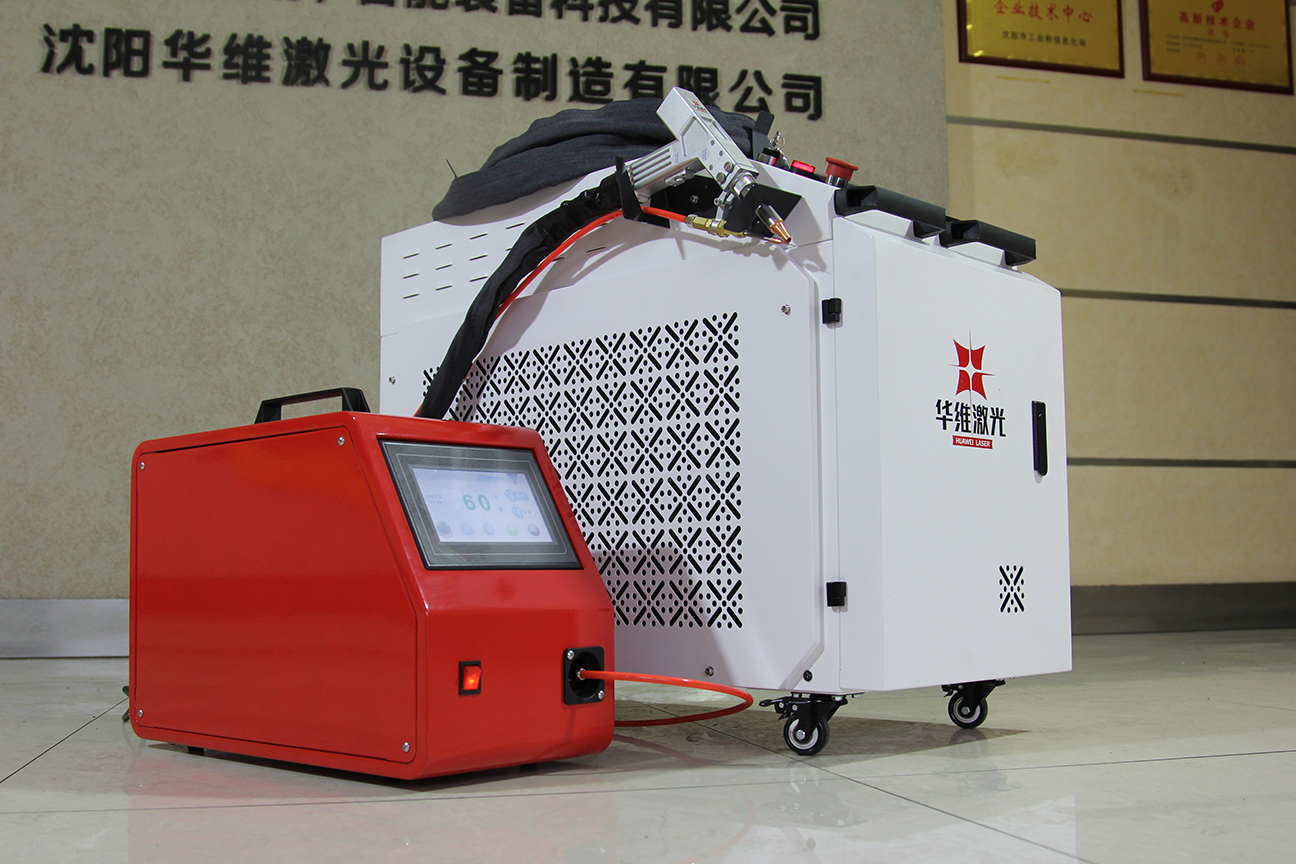
Drátěný podavač je zařízení speciálně používané k dodávání svařovacího drátu do laserové svařovací oblasti. Jeho pracovní proces zahrnuje následující hlavní odkazy:
Motor krmení drátu:Podavač drátu pohání systém krmení drátu motorem, aby zatlačil svařovací drát do svařovací pistole.
Trubka drátu:Podavač drátu přivádí svařovací drát do svařovací pistole skrz štíhlou dodávkovou trubku. Trubka drátu je obvykle navržena ve zakřiveném tvaru, aby se zajistilo, že svařovací drát může být hladce krmen.
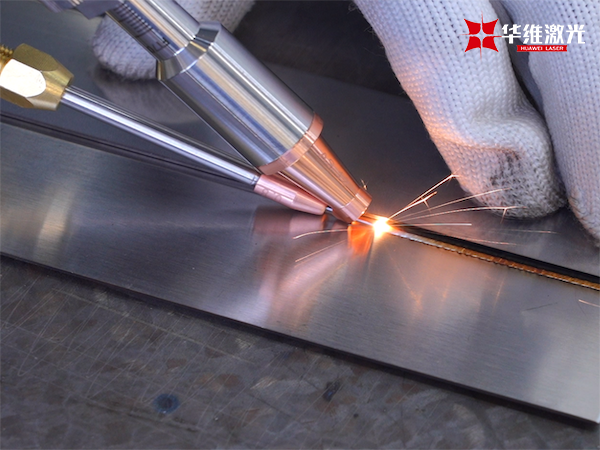
Drátěná tryska:Svařovací drát dodávaný do svařovací pistole vstupuje do svařovací oblasti laserového paprsku přes trysku a působí na svařovací část spolu s laserovým paprskem.
Systém krmení drátu obvykle potřebuje pracovat synchronně s laserovým svařovacím zařízením, aby bylo zajištěno přesné dodávky svařovacího drátu a efektivní ozáření laserového paprsku, čímž zajišťuje stabilitu roztaveného bazénu a kvalitu svařovaného kloubu.
2. Výběr svařovacích dráhových materiálů
Výběr svařovacího drátového materiálu přímo ovlivňuje kvalitu svařování a sílu kloubů. Různé základní materiály vyžadují různé typy svařovacího drátu, aby se zajistilo výkon svařovaného kloubu. Mezi běžné svařovací drátěné materiály patří svařovací drát z nerezové oceli, svařovací drát z hliníku, svařování mědi atd. Při výběru je třeba zvážit následující faktory:
Porovnávání základního materiálu:Chemické složení svařovacího drátu by mělo odpovídat základnímu materiálu, aby se zabránilo vadám svařování v důsledku nekompatibility materiálu.
Požadavky na mechanické vlastnosti:Mechanické vlastnosti (jako je síla, tvrdost atd.) Měly by splňovat požadavky na aplikaci, aby se zajistilo, že kloub má dostatečnou pevnost.
Odolnost proti korozi a odolnost proti vysoké teplotě: U částí používaných v určitých zvláštních prostředích musí odolnost proti korozi a vysoká teplotní odolnost svařovacího drátu také splňovat relevantní standardy.
3. Výběr průměru drátu
Velikost průměru drátu přímo ovlivňuje množství plniva, roztavenou kontrolu bazénu a rychlost svařování svařování. Společný rozsah průměru drátu je obvykle mezi 0,8 mm a 2,4 mm a specifický výběr závisí na následujících faktorech:
Tloušťka rodičovského materiálu: Svařování tenké desky obvykle používá k přesnému ovládání roztaveného bazénu tenčí drát (jako je 0,8 mm nebo 1,0 mm), zatímco tlusté desky vyžadují silnější drát (jako je 1,6 mm nebo 2,0 mm) k poskytování dostatečného materiálu plniva.
Pozice svařování:U horizontálních nebo zavěšených svařovacích kloubů se tenčí dráty snadněji ovládají roztavený bazén a snižují vady svařování způsobené nadměrnými roztavenými bazény.
Svařovací síla:Laserový systém s vyšším výkonem může být porovnán silnějším drátem, který poskytuje více plnicího kovu, který splňuje požadavky na svařování s vysokou pevností.
Výběr správného průměru drátu pomáhá zlepšit účinnost svařování, snižovat vady svařování a zajistit kvalitu svařovaného kloubu.
4. Jak nakrmit drát do svařovací pistole
Drát se obvykle přivádí do svařovací pistole přes trubici drátu podavače drátu. Proces krmení svařovacího drátu do svařovací pistole je velmi přesný a obvykle existuje několik způsobů:
Systém mechanického krmení vodičů:Svařovací drát je zasunut do trubice pro napájení drátu motorem a hnacím kola a poté se svařovací drát napájí do laserové svařování prostřednictvím vodicího systému.
Pneumatický systém krmení vodičů:Plyn (jako je dusík nebo stlačený vzduch) se používá k tlačení svařovacího drátu podél trubice krmení drátu. Tato metoda je relativně jednoduchá, ale vyžaduje přesné ovládání proudění vzduchu, aby se zabránilo odklonění svařování nebo uvíznutí.
Proces krmení drátu musí zajistit, aby svařovací drát byl hladký, neporušený a nezasahuje do jiných komponent. Konstrukce svařovací pistole má obvykle vodicí zařízení, které zajistí přesné dokování svařovacího drátu s laserovým paprskem.

5. Řízení rychlosti krmení drátu
Rychlost krmení drátu je jedním z klíčových parametrů při svařování laseru. Výběr rychlosti krmení drátu musí zvážit laserový výkon, rychlost svařování, průměr drátu a velikost roztaveného bazénu. Rychlost krmení drátu musí být obvykle synchronizována s rychlostí laserového svařování, aby se zajistilo, že svařovací drát může být přiváděn do roztaveného bazénu stabilní rychlostí.
Nadměrná rychlost krmení drátu:Může způsobit příliš mnoho plnicího kovu, zvýšit roztavenou skupinu kloubu příliš velký nebo přeplnění, což může způsobit vady svařování.
Příliš pomalá rychlost krmení drátu:Může to vést k nedostatečnému svařovacímu drátu, příliš malému roztavenému bazénu, nedostatečné síle svařovacího kloubu a dokonce i neúplnému svařování.
Za účelem přesné kontroly rychlosti krmení drátu jsou moderní podavače drátu obecně vybaveny vysoce přesnými kontrolními systémy, které mohou automaticky upravit rychlost krmení drátu podle zpětné vazby procesu svařování v reálném čase (jako je napájení laseru, rychlost svařování, teplota roztaveného bazénu atd.) Aby byla zajištěna stabilita a vysokou kvalitu svařovacího procesu.

Pokud se chcete dozvědět více o laserových svařovacích technologiích a řešeních pro krmení drátu, kontaktujte prosím Huawei Laser. Společnost Huawei Laser se zaměřuje na výzkum a vývoj a aplikaci laserové svařovací technologie, poskytuje komplexní technickou podporu a přizpůsobené služby, které pomáhají společnostem zlepšit technologii svařování a efektivitu výroby.